欢迎访问杏彩体育-杏彩体育投注网官网!

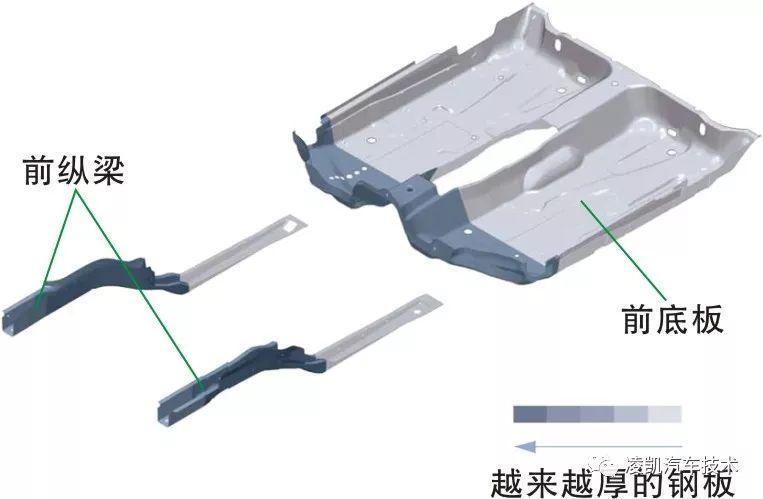
“定制”这个概念已表明零件已被“缝制”,即按尺寸组装在一起。“半成品”是指板坯。根据意思定制半成品是指“定制的板坯。”
原先开发了定制半成品,便于加工板坯,用当时的轧制技术还无法实现其宽度。目前利用定制半成品可将不同品质和厚度的钢材和钢板加工成成品。
借助定制半成品总是能使车身结构更好更准确地满足车身一定部分的载荷,因此能够加工出形状复杂、结构设计配合准确的零件。
使用不同焊接方法连接定制半成品的各个部分经常使用的方法是挤压滚焊法。目前这一方法大多被先进的激光焊接法所替代。为了能够达到激光焊接所需的焊缝品质,应充分准备焊缝边角。
除了激光焊接之外,目前还使用高频焊接定制半成品。采用该方法时夹紧带有规定缝隙 “x” 的钢板。高频电流被夹爪 / 电极直接输送到钢板上方。焊接电流通过电动效应集中于钢板边缘。如果达到了所需温度,电流断开,加热的接合边角被压紧。
通过高频焊接可以缩短焊接时间。焊缝处理要求低于激光焊接。走向不直的焊缝应充分焊接。这种方法的缺点是焊接结束后焊缝过高。对过高焊缝需作后续处理。
自承载式车身应能通过自身结构而不是支撑框架保证所需的稳定性和刚度。车身制造应用的接合法具有很大的意义。接合时零件相互连接在一起。
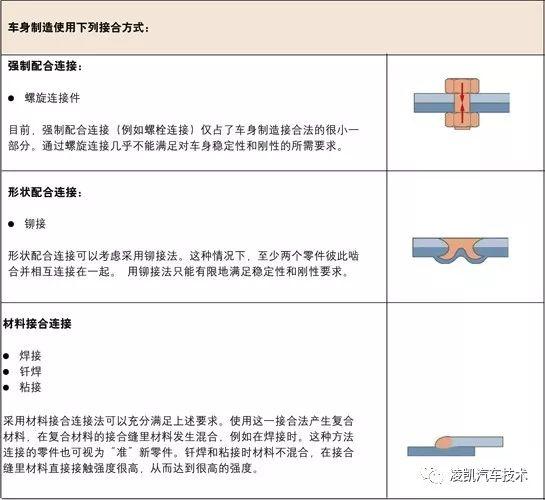
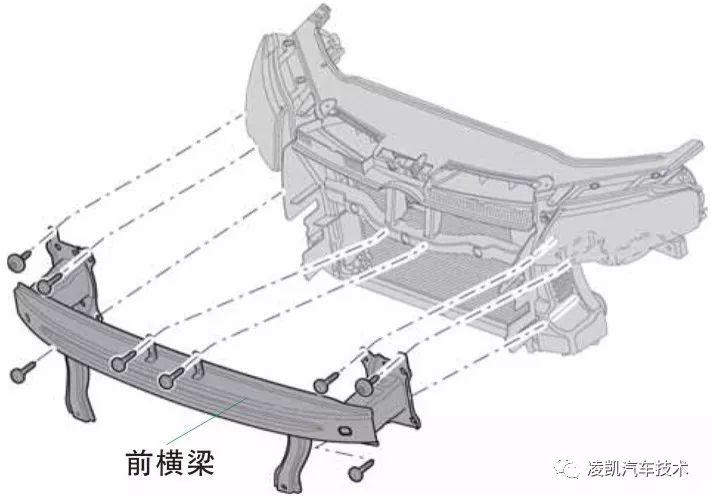
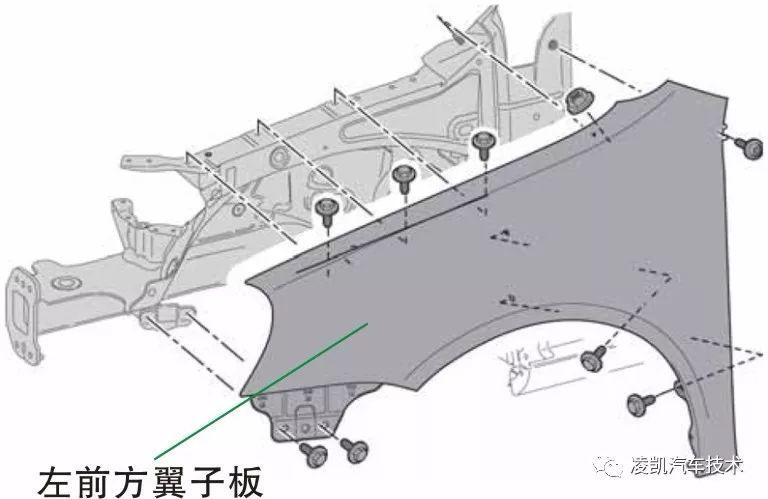
螺旋连接的优点是维修更换容易,并且成本低。缺点是自承载式车身很难达到目前普遍所要的车身强度。
与材料接合连接的优点相比,在很多情况下优点有所下降。鉴于防撞性或通常的行驶状况车身刚性必须很高。此处规定了采用螺旋连接的界限。因此,螺栓连接主要用于不影响车身结构承载性的场合。
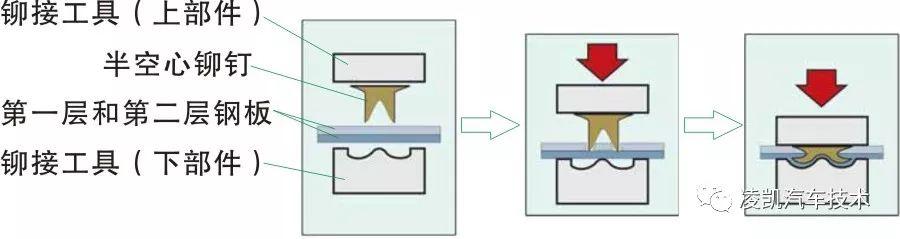
冲压铆接时借助铆接工具将半空心铆钉压入第一层钢板里。只用铆钉对第二层钢板变形,但不穿透。半空心铆钉的底部被撑开,形成一个铆钉镦头,该铆钉镦头使铆接停止。
咬接适用于连接强度较低的部位,常用于连接非承载式车身的简单部件。咬接连接时不需要铆钉。使用咬接装置的凸模将两块钢板在压力下压入凹模。将上钢板挤压并锻接到下钢板中,以实现强制配合和形状配合连接。
目前广泛使用的焊接法有激光焊接法和电阻接触点焊法。除了激光焊接之外还使用等离子焊接,这是采用钨保护气体焊接,在车身制造中用得比较少。
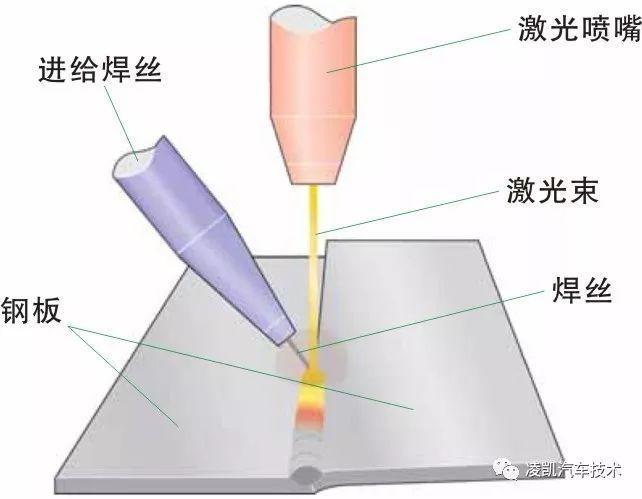
采用激光焊接时,激光束产生熔化材料的热量。激光焊接首先用于加工定制半成品。由于优点很多,越来越多地应用于汽车装配领域中。
◆采用激光焊接时零件可以“几乎没有转变地实现连接”,这对于连接较高强度的钢板具有显著的优点。在很大程度上保持了材料接缝区域的承载性。
◆也可实现复杂的焊缝,例如单边焊接。除了对接焊缝之外,使用填充焊丝也可实现形式的焊缝,例如填充焊缝。
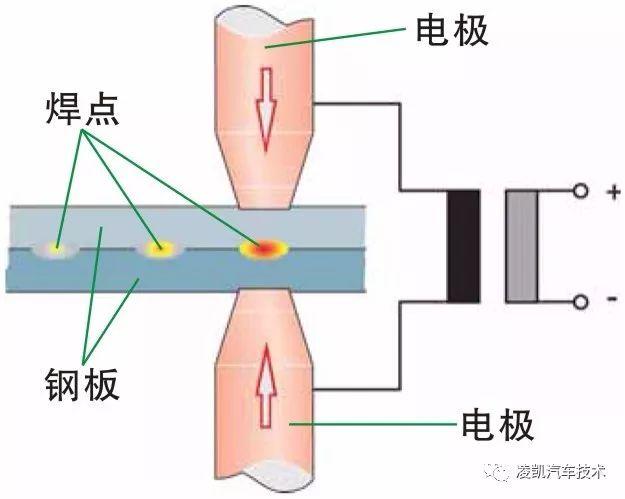
用这种方法可以焊接导电的材料。通过焊接部位流动的电流熔化材料,无需使用辅料可将待连接的零部件相互焊在一起。通常采用低的电压和高的电流 ,这样不仅取得了焊接效果,同时也不会产生危害。
同以前那样,在车身制造中电阻接触点焊占有主要地位。目前,采用新的现代控制调节方法可对较高强度或涂层钢板进行电阻接触点焊。
现代车身制造中,在接合面涂上胶粘剂,改进这种连接的承载性和刚性、抗振性。此外,粘接层还能防止物质(例如水或液体)进入,并有助于防止裂缝腐蚀。
电阻接触滚焊是电阻接触点焊的一种变型,采用这种焊接法时电极用作滚轮。待连接零部件穿过电极滚轮副,产生焊缝。
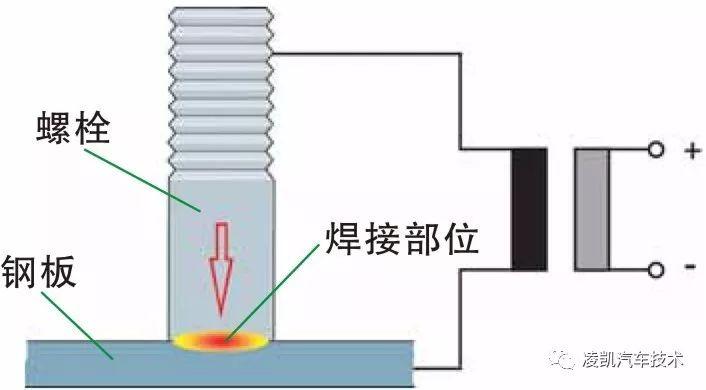
电阻接触堆焊仅用于非承载的连接件。两个零部件相互压在一起并导通电流;压紧部位发生熔化并焊接。这样可在车身制造中将螺栓焊到板件上。
与焊接的不同之处是,钎焊时待连接零件的接合部位不熔化。使用青铜制成的辅料,即焊料。钎焊时熔化的焊料填充到接合缝隙的空隙里,并将强度高的接合部件连接在一起。由于钎焊时温度较低对镀锌钢板的锌层影响少,并能避免接合区域发生较大的硬化。通过焊料可以较好地填补接合缝。加工温度较低,热变形小。下面简单介绍最主要的钎焊法。
与 WIG 钎焊相比,采用等离子焊接时电弧通过等离子喷嘴收缩。这样就取得了较高的能量密度,并达到较小的焊缝和较高的钎焊速度。
粘接是一种借助胶粘剂不熔化连接零件的材料接合方法。根据胶粘剂的类别,可以引入热量辅助粘接固化过程。随着新的有效的、针对应用情况而生产的胶粘剂和粘接法的发展,粘接在车身制造中有着更加重要的意义,粘接强度甚至超过了焊点强度。
电话:0535-6534223 0535-6528589
钟克利:18615357956
唐伟华:18615357959
邮箱:hobbm@www.xgjx18.com
地址:山东省烟台市楚凤二街94号




